


 电话咨询
电话咨询 18020213086
18036112701

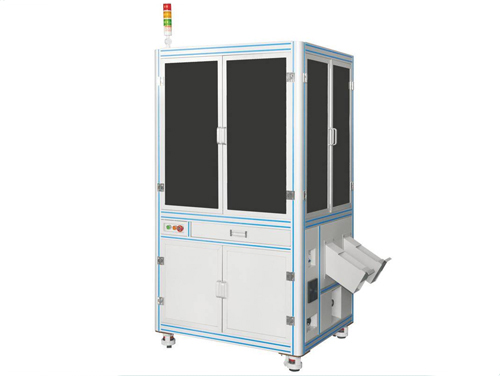
在生产线上,产品的识别、条码识别、产品检测、外观尺寸/缺陷检测,对产品质量检测这种高度重复性和智能性的工作只能靠人工检测来完成,而这样的测量和判断不仅会因疲劳、个人之间的差异等产生误差和错误,而且这样的检测工序不仅给企业增加巨大的人工成本,同时也不能保证100 %的检验合格率(即"零缺陷")。
利用机器视觉系统除了可以节省大量劳动力资源,还可以对被检物品进行高精度、高效率、高稳定的实时检测、分析、计算,判断被检物品是否合格,然后将不良品进行自动剔除。

1.更高的精度
人眼有物理条件的限制,也会受到主观性、身体精力等因素的影响,不能保证准确性。机器不受主观控制,只要参数设置没有差异,具有相同配置的多台机器就可以保证相同的精度。
2.降低人工成本
人工检测效率低下。机器视觉检测速度要快得多,每分钟能够对数百个甚至数千个元件进行检测,而且能够24小时不间断持续工作。
3.提高生产力
测量数据并在测量后生成报告,而无需一个个地手动添加,避免人工检测必须对工件进行接触时产生接触损伤;机器视觉检测设备可适应克服各种恶劣、危险的环境,以及在人类视觉难以满足需求的场合很好地完成检测工作。
4.降低维护成本
机器视觉检测设备可以通过多站测量方法一次测量多个技术参数,例如要检测的产品的轮廓,尺寸,外观缺陷和产品高度。且比人工检测更有效率,对操作者的技术要求低,设备使用寿命长等优点,从长远来说,机器视觉检测的成本更低。
5.更客观稳定
人工检测过程中,检测结果会受到个人标准、情绪、精力等因素的影响。而机器严格遵循所设定的标准,检测结果更加客观、可靠、稳定。
总体来说,机器视觉检测对比人工检测具有客观性、非接触性和高精度等特点。特别是在工业生产领域,在重复和机械性的工作中具有强大的应用价值,对企业来说不仅确保了产品质量的稳定性而且还提高产品竞争力。






联系电话:18020213086、18036112701
销售联络:18036112701@163.com
地址:江苏省昆山市华盛北路10号

 商务合作
商务合作 
 回到顶部
回到顶部 



 苏公网安备32058302003301号
苏公网安备32058302003301号